Станок специальный СТФ-2
Модель: СТФ-2
Найдено на сайтах организаций:
rustan.ru
Полезное видео по теме:
Описание и харрактеристики:
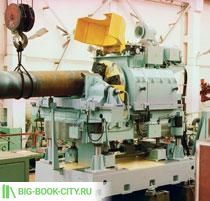
Станок специальный СТФ-2 предназначен для подрезки торца и снятия наружной фаски на трубах диаметром от 219 до 530 мм
наладочный режим; автоматический режим работы – при работе станка в линии; полуавтоматический режим работы – при работе станка вне линии.
Обработка производится вращающимся инструментом методом профилирования – копировальный ролик обкатывается по наружному диаметру трубы.
Станок применяется на трубных заводах на участках отделки гладких труб.
Станок может устанавливаться в поточные линии, а также работать вне линии как самостоятельная единица. Для обработки обоих концов труб в линию ставят два станка – правого и левого исполнений.
Станок имеет несколько режимов работы:
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Технические параметры | СТФ-2 |
|---|---|
| Материал труб, обрабатываемых на станке | С пределом прочности сталей К65 – до 63,7 кг/мм2 |
| Параметры труб, обрабатываемых на станке: | |
| - условный диаметр, мм | 219; 273; 325; 377; 406; 426; 508; 530 |
| - наибольшая длина, м | 10* |
| - наименьшая длина, м | 11,7* |
| - толщина стенки, мм | 3,5...12,5 |
| Скорость подачи инструмента, мм/об. резца | 0,1...1,45 |
| Скорость резания, м/мин | 50...100 |
| Частота вращения шпинделя, об/мин: | |
| - в наладочном режиме | 10 |
| - в автоматическом и полуавтоматическом режимах | 20...160 |
| Производительность станка, торцов/час: | |
| - для труб ? 219 мм x 3,5 мм | до 102 |
| - для труб ? 219 мм x 12,5 мм | до 85 |
| - для труб ? 530 мм x 3,5 мм | до 67 |
| - для труб ? 530 мм x 12,5 мм | до 48 |
| Габаритные размеры станка, устанавливаемого в линию (без электро- и гидрооборудования), мм: | |
| - длина | 7500 |
| - ширина | 5500 |
| - высота | 3700 |
| Масса СТФ-2 станка с электро- и гидрооборудованием, тонн | 30,0 |
*) Длина обрабатываемых труб при работе станка в линии.
Станок может быть настроен для обработки труб длиной свыше 3-х метров.