Одностоечный токарно карусельный станок CJK5112 с ЧПУ
Производитель: Китай
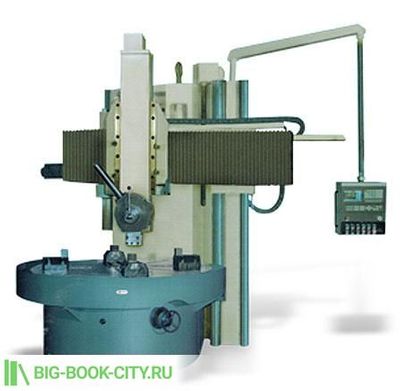
Одностоечный токарно карусельный станок CJK5112 с ЧПУ оборудован вертикальным и горизонтальным суппортом. Данная модель обладает жесткой конструкцией и предназначена для обработки деталей с высокой степенью точности. Обрабатываемые заготовки могут быть тяжелыми и большими в диаметре, но относительно небольшими по высоте. Расположение планшайбы в горизонтальной плоскости облегчает процедуру установки, выверки и закрепления на нем массивных заготовок весом в несколько десятков тонн.
На одностоечных карусельных станках возможна обработка заготовок диаметром до 1600 мм. Станок CJK5112 состоит из станины со стойкой, планшайбы, траверсы, вертикального суппорта с пятигранной револьверной головкой, бокового суппорта, привода планшайбы, а также из механизмов подачи суппортов.
Варианты использования:- обтачивание и растачивание цилиндрических, конических и рельефных поверхностей, обрезку по поверхности торцов, протачивание кольцевых углублений и отрезку;
- сверление центральных отверстий, зенкерование и развертывание;
- при одновременном использовании нескольких инструментов, установленных на разных суппортах, можно выполнять многоинструментальную обработку.
Вертикальная подача бокового суппорта нужна для того, чтобы обрабатывать наружные поверхности различного профиля, горизонтальная – для того, чтобы прорезать канавки, снимать фаски и т.д. Горизонтальная подача вертикального суппорта нужна для того, чтобы обрабатывать торцовые плоскости, вертикальная – для того, чтобы обрабатывать внешних и внутренние поверхности.
Особенности конструкции CJK5112:
- вертикальное расположение шпинделя;
- обработка заготовок большого веса, но относительно небольшой длины;
- возможность использования вертикального и горизонтального суппортов;
- отсутствие электромагнитных муфт в приводе главного движения.
Преимущества станка:
- наличие ЧПУ (система, управляющая приводами технологического оборудования, включая станочную оснастку);
- наличие шарико-винтовых передач (ШВП) по осям станка CJK5112 (что обеспечивает надежность, долговечность, плавность движения, высокую способность к нагрузкам, а также надежность при высоких скоростях);
- наличие автоматического резцедержателя (предназначен для закрепления режущего инструмента, разные виды резцедержателей позволяют зажимать резцы как квадратного, так и круглого сечения);
- гидравлическое переключение скоростей шпинделя (обеспечивает надежность и плавность хода);
- наличие системы импульсной смазки направляющих и ШВП.
Технические характеристики токарно-карусельного станка DMTG CJK5112
| Характеристика | CJK5112 |
|---|---|
| Максимальный диаметр точения, мм | 1250 |
| Диаметр рабочего стола планшайба, мм | 1000 |
| Конус шпинделя | |
| Диаметр переднего подшипника шпинделя, мм | |
| Макс. высота заготовки, мм | 1000 |
| Макс. нагрузка на рабочий стол, кг | 3200 |
| Число позиций резцедержателя | |
| Сечение державки инструмента, мм | 32×32 |
| Диаметр расточной оправки, мм | |
| Диапазон частоты вращения заготовки, об/мин | 6.3-200 |
| Число ступеней скоростей вращения заготовки | 16 |
| Диапазон подач горизонтального и вертикального суппорта мм/мин | 0.8-86 |
| Число ступеней скорости горизонтального и вертикального суппорта | 16 |
| Перемещение по осям X/Z, мм | |
| Ускоренная подача по осям X/Z, м/мин | |
| Точность позиционирования по осям X/Z, мм | |
| Повторяемость точности позиционирования X/Z, мм | |
| Горизонтальное перемещение вертикальный суппорт, мм | 700 |
| Вертикальное перемещение вертикальный суппорт, мм | 650 |
| Горизонтальное перемещение горизонтальный суппорт, мм | 700 |
| Вертикальное перемещение горизонтальный суппорт, мм | 650 |
| Вертикальное перемещение траверсы, мм | 650 |
| Мощность главного привода, кВт | 22 |
| Мощность двигателя по оси X, кВт | |
| Мощность двигателя по оси Z, кВт | |
| Габаритные размеры, мм | 2277X 2540X 3403 |
| Вес станка, кг | 9500 |
Токарно-карусельные станки с ЧПУСтанки одностоечныеТокарно-карусельные станкиТокарные станки с ЧПУТокарные станки по металлуТокарные станки с ЧПУ по металлу
Один проход по максимальной высоте или радиусу за смену проходит? Хочу сказать , суеты меньше на этом станочке.
Все хорошо, но что по геометрии станка . Проходит ли по нормам точности завода изготовителя исходя из его технологической карты проверок ?
почему все привода открыты, в цехе обработки, эти все открытые части забьются за недель к чертовой матери) и да, у меня тоже вопрос, какой класс точности?
И что ? Нет комментариев ??? Крутая работа !!! ???