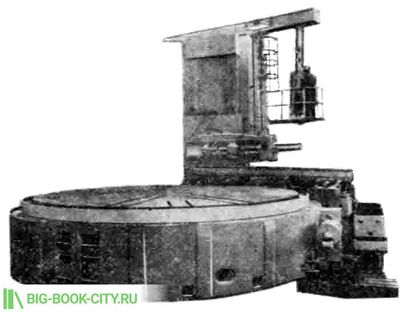
Станок зубофрезерный вертикальный 5В348/12.5Ф2
На станках обрабатываются:
При заказе за отдельную плату дополнительных приспособлений на станках можно обрабатывать:
Станки обеспечивают высокую точность обрабатываемых колес.
Конструктивные особенности
Станок имеет подвижную стойку фрезерного суппорта, перемещающуюся в радиальном направлении, и неподвижный стол с вращающейся планшайбой.
Основание стола и планшайба – жесткие чугунные отливки. Станина и стойка, в зависимости от модели, представляют собой либо жесткую отливку из чугуна, либо имеют сварную конструкцию.
По стойке в вертикальном направлении перемещаются салазки фрезерного суппорта. Массы салазок и суппорта уравновешиваются грузом, подвешенном внутри стойки на тросах. Стойка при фрезеровании фиксируется с помощью гидромеханических зажимов.
Привод планшайбы осуществляется от делительной червячной передачи. При обработке заготовок больших диаметров на станке модели 5В348/12,5Ф2 для гашения крутильных вибраций планшайбы также используется цилиндрический привод.
В станках предусмотрена система устранения люфтов в зацеплении делительных пар приводов. Выборка люфтов обеспечивает повышение жесткости и виброустойчивости станков.
Элементы кинематических цепей обката и дифференциала станков установлены на прецизионных подшипниках качения. Зубчатые передачи закалены и отшлифованы.
Станки имеют систему гидростатической смазки направляющих стола, радиального подшипника шпинделя стола, опор фрезерного шпинделя, винта осевой подачи и опор делительного червяка.
Все станки комплектуются устройством для уборки стружки с использование скребкового либо шнекового транспортера, а также системой охлаждения режущего инструмента.
Станки оснащены электронным устройством управления. Типы устройства управления и датчиков обратной связи могут быть выбраны по требованию заказчика.
Класс точности станков моделей 5В348ЛФ2, 5В348Ф2 и 5В348/12,5Ф2 - «Н» по ГОСТ 8-82.
Повышенная точность соответствует 6 степени по ГОСТ 659-91.
Технические характеристики 5В348/12.5Ф2
| Технические характеристики | 5В348/12.5Ф2 |
|---|---|
| Наибольший диаметр обрабатываемых цилиндрических зубчатых колес, мм | 12500 |
| Наибольшая длина вертикального перемещения фрезерного суппорта, мм | 2300 |
| Наибольший модуль обрабатываемого колеса (не менее), мм: | |
| - червячной фрезой | 40 |
| - дисковой фрезой | 50 |
| - пальцевой фрезой | 50 |
| Наибольший угол наклона линии зуба обрабатываемых зубчатых колес, град | ± 15...30...45o |
| Диаметр стола, мм | 7100 |
| Наибольшая масса устанавливаемой заготовки (с учетом массы закрепляющих элементов), кг | 200000 |
| Наибольший диаметр устанавливаемых червячных фрез, мм | 420 |
| Наибольшая длина устанавливаемых червячных фрез, мм | 500 |
| Пределы чисел нарезаемых зубьев | 66…600 |
| Пределы частоты вращения шпинделя, об/мин | 5,6…56 |
| Пределы осевых подач, мм/мин: | |
| - при обкатке | 0,0063…4,76 |
| - при единичном делении | 0,419…314 |
| Пределы радиальных подач, мм/мин | 0,005…3,8 |
| Наибольший крутящий момент на шпинделе (не менее), кН.м | 4,9 |
| Род тока питающей сети | Переменный трехфазный |
| Номинальная частота, Гц | 50** |
| Номинальное напряжение, В | 380** |
| Мощность привода главного движения (не менее), кВт | 42,5 |
| Габаритные размеры станка, мм: | |
| - длина | 20850 |
| - ширина | 13000 |
| - высота | 9260 |
| - высота над уровнем пола | 8465 |
| Масса 5В348/12.5Ф2 станка, кг | 319000 |
А изготовлением станин не занимаетесь?) Помню, видео было, отливали что-то.