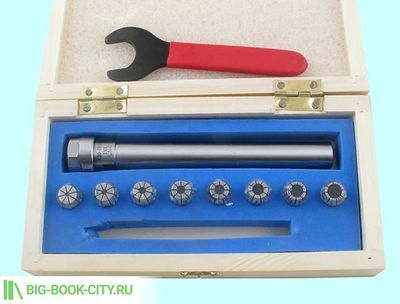
Патрон Цанговый с хв-ком цилиндрическим С20 с набором цанг ER16 из 8шт d3-10мм (150L-ER16-8PCS) "CNIC"
15 018 р. *
*Может отличаться от цены на сайте
Производитель: CNIC
Найдено на сайтах организаций:
rustan.ru
15 018 р.
Полезное видео по теме:
Описание и харрактеристики:
Цанги: 3, 4, 5, 6, 7, 8, 9, 10мм
Диаметр хвостовика патрона - 20мм; Длина хвостовика патрона - 150мм.
.
Диаметр хвостовика патрона - 20мм; Длина хвостовика патрона - 150мм.
.
ЦангиПатроны цанговыеПатроны цанговые и цанги для фрезерных станковПатроны станочные