Универсальный токарно-винторезный станок SPI-3000
*Может отличаться от цены на сайте
Производитель: PROMA (Чехия)
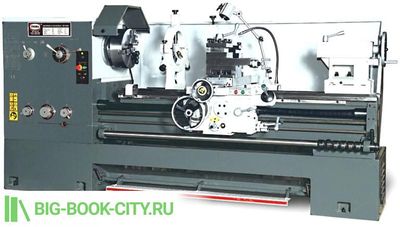
Универсальный токарный станок PROMA SPI-3000 предназначен для обработки тел вращения путём снятия с них стружки при обточке. На станке можно выполнять различные виды токарной обработки: обтачивание цилиндрических, конических, фасонных поверхностей, подрезку торцов, отрезку, растачивание, а также сверление и развёртывание отверстий, нарезание резьбы и накатку рифлений, притирку и т.п.
Модель оснащена ножным тормозом, лампой рабочего освещения и системой охлаждения СОЖ. В серии станков SPI применен ряд существенных отличий по сравнению с другими моделями токарных станков компании PROMA.
Первое на что хотелось бы обратить внимание – это фрикционный вал, передающий вращение от двигателя на коробку скоростей шпинделя. Такой механизм продляет срок службы двигателя и предотвращает перегрузку узлов шпиндельной бабки. Второе: ускоренная подача продольного и поперечного суппорта в обоих направлениях облегчает процесс изготовления больших деталей. И наконец: плунжерный насос. Он служит для смазки сопряженных поверхностей шестеренчатых механизмов шпиндельной бабки, а также смазывает и охлаждает сепараторы подшипников коробки скоростей и фрикцион. Такой принцип смазки влияет на долговечность всех шпиндельных узлов и позволяет использовать станок в более жестких условиях работы.
Таким образом, станок можно использовать на заготовительном производстве в условиях крупносерийного и серийного производства, в ремонтных цехах, в слесарных и столярных мастерских, на складах и т.п.
Технические характеристики SPI-3000 | |
|---|---|
| Характеристика | Значение |
| Напряжение | 400 В |
| Потребляемая мощность | 7500 Вт |
| Длина обточки | 3000 мм |
| Диаметр обточки над станиной | 660 мм |
| Диаметр обточки над суппортом | 420 мм |
| Диаметр обточки над съёмной станиной | 870 мм |
| Отверстие шпинделя | 105 мм |
| Конус шпинделя | Мк7 |
| Конус пиноли | Мк5 |
| Вылет пиноли | 150 мм |
| Макс. высота резцов | 25 мм |
| Диапазон оборотов шпинделя | 36-1600 об/мин (12ст.) |
| Макс. ход верхнего суппорта | 145 мм |
| Макс. продольная подача | 2950 мм |
| Макс. поперечная подача | 310 мм |
| Метрическая резьба | 1-14 мм (22ст.) |
| Дюймовая резьба | 2-28 ниток (25ст.) |
| Модульная резьба | 0,5-7 |
| Питчевая резьба | 56-4DP |
| Продольная подача | 0,063-0, 52 мм/об (65ст.) |
| Поперечная подача | 0,027-1,07 мм/об (65ст.) |
| Ускоренная продольная подача | 4,5 м/мин |
| Ускоренная поперечная подача | 1,9 м/мин |
| Масса PROMA SPI-3000 | 3350 кг |
| Размеры (ДхШхВ) | 4500х1100х1450 мм |
Основные узлы и агрегаты токарного станка PROMA SPI-3000
- Основание
- Коробка подач
- Шпиндельная бабка
- Шпиндельный патрон
- Неподвижный люнет
- Резцедержатель
- Верхние салазки суппорта
- Лампа местного освещения
- Патрубок системы подачи СОЖ
- Каретка суппорта
- Задняя бабка
- Кожух ходового винта
- Ходовой вал
- Станина
- Фартук
- Педаль ножного тормоза
- Электрический блок управления
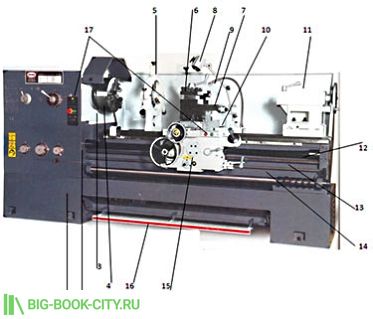
Краткое описание конструкции оборудования
Станок состоит из:
Основания 1. К основанию крепится станина 14 с направляющими каретки суппорта 10 и задней бабки 11. При необходимости обработки деталей большого диаметра можно снять съемную часть станины (мостик).
Суппорт состоит из: каретки 10, поперечных салазок, перемещающихся по направляющим каретки; поворотной части с направляющими для верхних салазок 7, несущих резцедержатель 6. Каретка суппорта и поперечные салазки перемещается вручную или механически. Верхние салазки перемещаются вручную.
На левом конце станины крепится шпиндельная бабка 3 и коробка подач 2. В шпиндельной бабке находится коробка скоростей станка, основной частью которой является шпиндель. На шпинделе установлен зажимной патрон 4. Коробка подач 2 служит для передачи движения от коробки скоростей на ходовой вал или ходовой винт. На корпусе коробки подач установлен электрический блок управления 17.
Фартук крепится к каретке. Служит для передачи движения на суппорт. В фартуке предусмотрена блокировка, исключающая одновременное включение перемещения каретки и поперечных салазок.
Ходовой винт и ходовой вал монтируются с лицевой части станины станка и с концов поддерживаются при помощи опор. Служат для передачи движения от коробки подач к фартуку.
На станине установлена задняя бабка 11, которая перемещается по направляющим вручную. По необходимости можно установить подвижный люнет на каретку суппорта или неподвижный люнет на станину.
Слева в основании установлен электродвигатель. Справа в основании установлена гидростанция системы подачи СОЖ.
Дополнительная информация
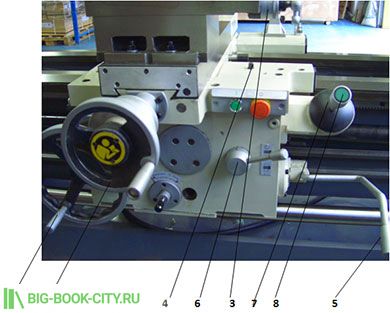
Маховик ручного перемещения фартука 1: Вращение против часовой стрелки – перемещение каретки влево. Вращение по часовой стрелке – перемещение каретки вправо.
Маховик ручного перемещения поперечных салазок суппорта 2: Вращение по часовой стрелке – перемещение салазок вперед. Вращение против часовой стрелки – перемещение салазок назад.
Рукоятка ручного перемещения верхних салазок суппорта 3: Вращение по часовой стрелке – перемещение салазок влево. Вращение против часовой стрелки – перемещение салазок вправо.
Болт зажима каретки 4: расположен справа на передней части каретки. Для зажима поворачивать по часовой стрелке. (Предупреждение: перед тем как перемещать каретку, убедитесь в том, что болт зажима отжат).
Рукоятка включения вращения шпинделя 5: Включение вверх – шпиндель вращается по часовой стрелке, прямое вращение шпинделя (смотреть со стороны задней бабки). Включение вниз шпиндель вращается против часовой стрелки, обратное вращение шпинделя (смотреть со стороны задней бабки). Среднее положение – остановка шпинделя.
Рукоятка включения и выключения гайки ходового винта 6: Поворот вниз – включение гайки. Поворот вверх – выключение гайки.
Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта 7: Перемещение рукоятки влево или вправо – перемещение каретки. Перемещение рукоятки вверх или вниз – перемещение поперечных салазок суппорта. Среднее положение – нейтральное.
Кнопка ускоренного перемещения каретки и поперечных салазок суппорта 8. Ускоренное перемещение осуществляется во всех направлениях.
Внимание!: При включении гайки ходового винта рукоятка 7 должна находиться в нейтральном положении, а при включении механических перемещений каретки или поперечных салазок суппорта гайка ходового винта должна быть выключена.
Комплектация
- 3-х кулачковый патрон – Ø325 мм (на станке), 1шт.
- 4-х кулачковый патрон – Ø400 мм, 1шт.
- Планшайба – Ø630 мм, 2шт.
- Люнет подвижный, 1шт.
- Люнет стационарный, 1шт.
- Установочные опоры с болтами (комплект), 1шт.
- Поворотный центр, 1шт.
- Центр невращающийся, 1шт.
- Втулка переходная, 1шт.
- Клин для снятия инструмента из пиноли задней бабки, 1шт.
- Отвёртка шлицевая, 1шт.
- Отвёртка крестовая, 1шт.
- Ключи шестигранные 6,8,10,12, 4шт.
- Ключ зажима патрона, 2шт.
- Ключ для снятия токарного патрона, 1шт.
- Ключ резцедержателя, 1шт.
- Ключи рожковые 17х19,19х22, 2шт.
- Ключи радиусные 45х52, 170х210, 2шт.
- Инструкция по эксплуатации
Универсальные токарные станкиТокарно-винторезные станкиУниверсальные токарно-винторезные станкиТокарные станки по металлу