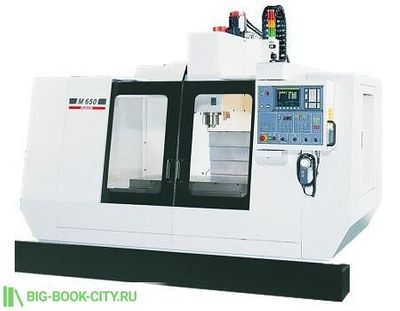
Фрезерный обрабатывающий центр с ЧПУ RAIS M650
*Может отличаться от цены на сайте
Производитель: RAIS (Болгария)
Фрезерный обрабатывающий центр RAIS M650 предназначены для выполнения большого диапазона фрезерных, сверлильных и растачивающих операций на деталях средних размеров в одиночном и небольшом серийном производстве.
Станки оборудованы бесступенчатым главным приводом, системой непосредственного измерения движений стола и многопозиционным инструментальным магазином. “RAIS-M” в принципе представляет собой бесконсольный фрезерный станок. Он создан из неподвижной основы, на которой установлены крестовидные салазки (каретка), движущиеся поперек, и стол, движущийся вдоль по крестовидным салазкам.
Перемещение шпиндельной головки по оси Z осуществляется по линейным роликовым направляющим фирмы Bosh Rexroth, сконструированные таким образом, чтобы сохранять стабильность работы даже под влиянием чрезвычайно высоких нагрузок. Использование четырех рядов шариков и двухточечной схемы контакта позволяет стабилизировать неравно распределенные нагрузки в различных направлениях и обеспечивает плавное перемещение на протяжении всего срока службы.
Высокая жёсткость и виброустойчивость станка обеспечивается за счёт рациональной конструкции станины, что гарантирует стабильную точность и чистоту обработки. Высокоточный шарико-винтовой привод Rexroth установленный в центральной части станины на двух опорах SEC осуществляет перемещение от синхронных двигателей через беззазорные шариковинтовые передачи по замкнутым,с предварительным натягом направляющим линейного перемещения, сочетающими в себе высокую несущую способность, легкость и точность хода. Применение направляющих фирмы Rexroth (Германия) с интегрированными системами прямого измерения обеспечивает наивысшую точность линейных перемещений.
Шпиндель и шпиндельная головка, устанавливаются на колонне как единый узел. Все усилия резания равномерно передаются колонне на протяжении всего рабочего хода по оси Z . Узел сбалансирован с помощью противовеса расположенного в колонне. Шпиндель установлен на 4-х прецизионных подшипниках 4-го класса точности с угловым контактом, обеспечивающие высокую жесткость и точность даже при самых тяжелых режимах резания.
Стабильная чугунная станина центра принимает большие нагрузки и максимально гасит вибрации. Высокоточная шарико-винтовая пара оси Y , диаметр 40 мм, закреплена на центре оси и установлена на двух подшипниках. Электродвигатель подачи установлен сзади под колонной с целью предохранения от загрязнении и повреждении. Массивные крестовые салазки поддерживают рабочий стол по всей длине продольного хода, чтобы предотвратить его провисание. Шарико-винтовая пара оси Х закреплена в центре салазок.
Электродвигатель подачи оси Х целиком закрывается телескопической защитой от загрязнения и повреждения. Рабочий стол установлен на прецизионных интегрированных направляющих.
Шпиндель и шпиндельная головка, устанавливаются на колонне как единый узел. Все усилия резания равномерно передаются колонне на протяжении всего рабочего хода по оси Z. Узел сбалансирован с помощью противовеса расположенного в колонне. Шпиндель установлен на 4-х прецизионных подшипниках 4-го класса точности с угловым контактом, обеспечивающие высокую жесткость и точность даже при самых тяжелых режимах резания.
Главный электродвигатель обрабатывающего центра RAIS M300 - асинхронный, передает вращение шпинделю с помощью ременной передачи. Конус шпинделя ISO / BT 40. Автоматический продув обеспечивает очищение конуса шпинделя и хвостовика инструмента перед зажимом нового инструмента.
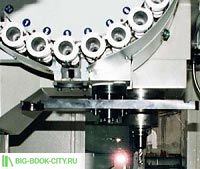
Минимальное расстояние между торцом шпинделя и поверхностью стола 125 мм, максимальное - 635 мм. Это позволяет устанавливать детали прямо на рабочий стол без дополнительных приспособлений и облегчает наладку и проверку деталей. Обрабатывающие центры М 550 и М 500 оборудованы 24-х позиционным магазином. Время смены инструмента - менее чем 3 секунды. М 400 и М 450 оборудованы 16-ти позиционным инструментальным горизонтальным магазином, время смены инструмента 10 сек. Рабочая зона станка полностью закрыта. Это обеспечивает защиту, как оператора, так и помещения от стружки и брызг СОЖ.
Обрабатывающий центр стандартно оснащаются системой ЧПУ FANUC 0 iMate - MB, но пожеланию клиента можно установить и системы FANUC 0i-MB, FANUC 18i-MB, Heidenhain TNC410M, TNC425M или Siemens 802D. В качестве исполнительных приводов используются цифровые привода серии FANUC Power Mate i-MODEL D с электродвигателями серии iS series / iF series. Связь между устройством управления и приводами осуществляется посредством шины PROFIBUS.
Система подготовки управляющих программ реализована на базе персонального компьютера, представляет собой WINDOWS- приложение и работает независимо от центра. Программа имеет дружественный интуитивно понятный интерфейс.
Сравнительная техническая характеристика фрезерного обрабатывающего центра RAIS M650
| Характеристика | M650 | M700 |
|---|---|---|
| Размеры рабочего стола mm | 1300x650 | 1400x600 |
| Макс. ход по оси X, Y, Z mm | 1300x650x710 | 1300x700x710 |
| T-образный канал mm | 5х18/100 | 3х18/100 |
| Максимальный вес детали kg | 1000 | 1000 |
| Расстояние от шпинделя до рабочего стола mm | 150...860 | |
| Просвет mm | 375...1085 | 375...1085 |
| Конус шпинделя | BT 40 (опция BT 50) | |
| Диапазон оборотов | 60..8000 | |
| Двигатель kW | 11/15 | 11/15 |
| Быстрый ход по оси X, Y, Z m/min | 20, 20, 15 | 20, 20, 15 |
| Инструментальный магазин | 24 | |
| CNC | Fanuc 0i Mate-MC (standart) | |
| Необходимое питание KBA 20 | 20 | |
| Габариты станка mm | 3250x2800x2600 | 3250x2800x2600 |
| Вес kg | 6200 | 7500 |
Стандартная комплектация
- Защита рабочей зоны
- Телескопическая защита направляющих
- Автоматическая смена инструмента
- Система централизованной смазки
- Сборник стружки
- Система охлаждения
- Инструментальный магазин
- ЧПУ Fanuc Oi Mate MC
- Главный двигатель и двигатели приводов подач Fanuc
- Упаковка
- Гарантия на станок-12 мес.;на ЧПУ и привода-24 мес.
Оборудование и комплектующие за дополнительную плату
- Вынесенный ручной импульсный генератор
- CNC Fanuc Oi-MB/Pentium
- CNC Fanuc 18i/21i
- CNC и привод Heidenhain iTNC530
- CNC Siemens Dsl
- CNC Fanuc Oi 4-я и 5-я ось
- 4-я ось
- 4-я и 5-я ось
- Шпиндель 10000 об/мин. BT 40
- Шпиндель 15000 об/мин. Fanuc
- Комплект державок MASBT40 с хвостовиком, 12 шт.
- Комплект державок MASBT50 с хвостовиком, 12 шт.
- Датчик измерения инструмента
- Датчик измерения положения детали проводной DPK10
- Датчик измерения детали беспроводной DPВК11
- Программное обеспечение для датчиков
- Пистолет для обдувания детали
- Пистолет для уборки станка
- Стружкотранспортер
- Охлаждение масла в шпинделе
- Система охлаждения через шпиндель
- Агрегат охлаждения с насосом на 20 атм.
- Стеллаж для инструмента
 |
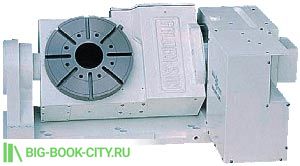 |
| 4-ая ось |
4-ая и 5-ая ось |
 |
  |
| Инструментальный магазин 24 инструмента с автооператором | Датчик измерения инструмента Датчик измерения детали |
Фрезерные обрабатывающие центрыОбрабатывающие центры с ЧПУОбрабатывающие центрыФрезерные станки по металлу
Все контакты по вопросам покупки станка с ЧПУ находятся в описании. Обращайтесь будем рады Вам помочь!
Такая жизнерадостность подкупает! Как-будто не про станок рассказывал, а про Феррари или Ламборджини )) А про 3 года гарантии вообще отпали все сомнения, что это лучший станок в своем классе.