Станок токарный ТПУ-125
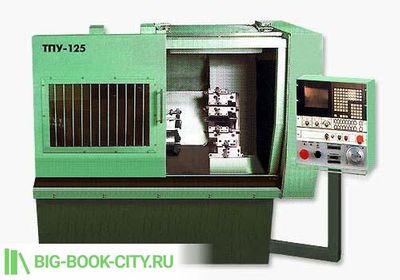
Станок токарный ТПУ-125 предназначен для высокопроизводительной токарной обработки деталей в автоматическом цикле. Возможна обработка конусных, сферических, криволинейных поверхностей, а также нарезание резьбы резцом. Применяется на машиностроительных предприятиях в мелкосерийном, серийном и крупносерийном производствах. Станок обладает высокой степенью унификации, использует энергию электрическую и сжатого воздуха. Представляет собой отдельный агрегат со встроенным шкафом электрооборудования и ЧПУ.
В станке использованы:
Шпиндельная бабка оригинальной конструкции, обеспечивающая высокую точность вращения и осевую жесткость, а также перемещение "зажим-зажим" от привода главного движения;
Четырехпозиционная револьверная головка (опционально "BARUFFALDI") с вертикальной осью, имеющая призматические базовые гнезда под инструмент; Индикатор контакта для контроля качества обрабатываемых деталей в автоматическом режиме;
Станок оснащен устройством ЧПУ NCT2000. Программируются все перемещения и скорости рабочих подач, поворот револьверной головки, подача охлаждающей жидкости, удаление стружки из рабочей зоны транспортером. Чугунные закаленные направляющие в паре с фторолоном и дозированная централизованная автоматическая смазка гарантирует надежность и долговечность станка. Приводы подач с высокомоментными электродвигателями и шариковыми винтовыми парами доспукают быстрые перемещения и обеспечивают высокую точность обработки.
Технические характеристики ТПУ-125
| Технические характеристики | ТПУ-125 |
|---|---|
| Наибольший параметр обрабатываемой детали без манипулятора: | |
| диаметр, мм | 125 |
| длина, мм | 100 |
| Наибольший диаметр сверления, мм: | |
| по стали | 12 |
| по цветным сплавам | 15 |
| Число инструментальных гнезд в револьверной головке | 8 |
| Перемещение суппорта, мм: | |
| Продольное | 320 |
| Поперечное | 280 |
| Дискретность задания величины продольного и поперечного перемещения суппорта, мм | 0,001 |
| Стабильность координат линейных перемещений, мм: | |
| Продольных | 0,004 |
| Поперечных | 0,003 |
| Число управляемых координат(в т. ч. одновременно упр.) | 2(2) |
| Частота вращения шпинделя, об\мин | 50-3000 |
| Номинальный крутящий момент на шпинделе | 150 |
| Диапазон рабочих подач суппорта, мм\мин | 5-2500 |
| Скорость быстрых перемещений суппорта, мм\мин | 7000 |
| Мощность электродвигателя главного движения, кВт | 6,5 |
| Стабильность параметра: | |
| Диаметр в поперечном сечении, мм | 0,0025 |
| Диаметр в любом сечении, мм | 0,005 |
| Диаметры при изготовлении партии деталей, мм | 0,017 |
| Шероховатость обработанных поверхностей, мкм, не грубее: | |
| По стали | 0,8 |
| По цветным металлам | 0,4 |
| По нарезаемой резцом резьбе | 1,6 |
| Габаритные размеры, мм | 2860х2040х1840 |
| Масса ТПУ-125 , кг | 3385 |
удивляет что станок очень тихо работает !!!
16а20ф3с1 это лучшее на чём я работал в 90х,шустрый точный и простой в программировании,в тетради написал,в стойку наклацал проверил и понеслась?
Работал на таких))) Очень точные станки. У Вас на заводе они к тому же еще и очень редкие, с задней бабкой, не все конечно но пара-тройка есть. Стойка Н22. Геннадий работает еще на этом участке?
Эх, молодость моя ... На таких же работал с 1989 по 1993. Тогда программы были ещё на перфолентах. Но даже тогда рядом стояла ещё одна стойка, на которой я мог изменить программу на своё усмотрение. Это не станок медленный, а программа никакая - видимо, программисту неинтересно работать. Для поворота револьверной головки надо отъезжать и подъезжать на ускоренной подаче ! А для резания скорость надо включать за 0,5-1 мм до детали. И, кстати, для таких деталей действительно лучше пневматический патрон ставить. Но даже с механическим патроном можно сократить время на первую сторону секунд на 5-10, а на вторую около 30 секунд. Наладчику памятник надо поставить - вслепую станок настраивать ...
автор сказочник, 30 лет назад это уже было старым и унылым