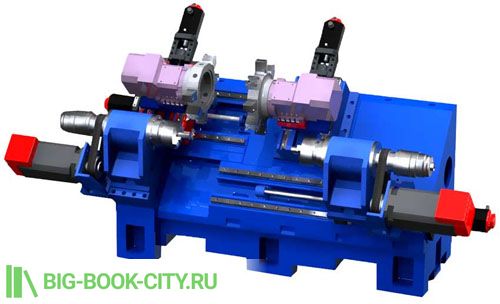
Токарный центр с ЧПУ с двумя револьверными головками и противошпинделем RAIS Т252 2S

Производитель: RAIS (Болгария)
Токарный центр с ЧПУ с двумя револьверными головками и противошпинделем RAIS Т252 2S с наклонной станиной предназначен для выполнения черновой, чистовой токарной обработки, выполнения операций тонкого и финишного точения, сверловки, расточки, чистовой обработки отверстий, нарезания резьбы, выполнения фрезерных операций, деталей различных конфигураций, с выполнением обработки различных элементов на внешних участках детали.
На станке при использовании соответствующего металлорежущего инструмента возможна обработка как конструкций из алюминия и других низколегированных сплавах, так и высокопрочных материалов высокой твёрдости, прошедших термическую обработку.
Область применения станка: мелкосерийное и серийное производство, преймущественно фланцы
Револьверная головка
Токарные станки комплектуются 8-и и 12-и позиционными револьверными головками, обладающие массивной конструкцией и большой жёсткостью, что позволяет работать на повышенных режимах и обрабатывать "тяжёлые" материалы.
 Станки оснащаются револьверными головкамиVMA. Диск револьверной головки на 8 позиций приводятся в движение с помощью гидравлики станка. Данная схема работы револьверной головки отличается высокой надежностью, долговечностью и простотой конструкции.
Станки оснащаются револьверными головкамиVMA. Диск револьверной головки на 8 позиций приводятся в движение с помощью гидравлики станка. Данная схема работы револьверной головки отличается высокой надежностью, долговечностью и простотой конструкции.
Вращение диска осуществляется как по, так и против часовой стрелки, по кратчайшему пути к следующей позиции, которая будет осуществлять следующую операцию обработки детали.
Данная револьверная головка имеет малое время индексации от одной позиции к ближайшей, всего 0,35 с.
За дополнительную плату токарный центр может оснащаться револьверной головкой Baruffaldi TBMA с приводным инструментом позволяющая вести 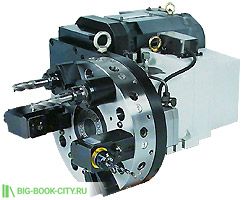 фрезеровани и сверление по оси и радиусу, наличие оси С на обоих шпинделях позволяет производить надпись - маркировку детали с помощью фрезы.
фрезеровани и сверление по оси и радиусу, наличие оси С на обоих шпинделях позволяет производить надпись - маркировку детали с помощью фрезы.
Жёсткая литая чугунная конструкция
Предприятие "RAIS" при изготовлении оборудования использует только высококачественное тонкостенное литьё.
Каждая новая машина на этапе разработки и проектирования проходит анализ по методу конечных элементов (FIA-Finite Element Analysis) с целью выявления зон, склонных к повышенным напряжениям и деформациям.
Данный подход обеспечивает отличную жёсткость станка в целом, минимальные деформации под нагрузкой и отсутствие вибраций в процессе работы.
Литые чугунные элементы станины, шпиндельная бабка, суппорты и стол имеют демпфирирующий запас, более чем в 10 раз превосходящий сварные конструкции, что немедленно сказывается в процессе работы.
Шпиндельная бабка имеет термически стабилизированную конструкцию с рёбрами охлаждения, что исключает температурные деформации в течении длительных циклов обработки.
Шпиндель
Преднастроенные на заводе шпиндель, оснащённый прецизионными подшипниками P4 от таких известных фирм как SKF, NSK, FAG, имеют минимальное радиальное биение и осевой люфт, что в сочетании с высокой жёсткостью шпиндельной бабки позволяет достигать высоких скоростей вращения, отсутствия вибраций и прецизионной точности при обработке тяжёлых материалов.
Все шарико-винтовые передачи преднатянутого типа, что позволяет исключить люфты, а также плавное преобразование крутящего момента в поступательное движение исполнительного механизма.
На станке используються ШВП от таких известных производителей, как THK, IBL, STAR, и REXROTH.
Рабочая зона станка полностью закрыта. Это обеспечивает защиту, как оператора, так и помещения от стружки и брызг СОЖ.
Токарный центр с ЧПУ с двумя револьверными головками, противошпиндель Т252 2S стандартно оснащаются системой ЧПУ FANUC 0i Mate - ТB , но пожеланию клиента можно установить и системы FANUC 0i-TC, FANUC 18i-MB, Heidenhain TNC425M или Siemens 802D.
В качестве исполнительных приводов используются цифровые привода серии FANUC Power Mate i-MODEL D.
Связь между устройством управления и приводами осуществляется посредством шины PROFIBUS.
Система подготовки управляющих программ реализована на базе персонального компьютера, представляет собой WINDOWS- приложение и работает независимо от центра.
Программа имеет дружественный интуитивно понятный интерфейс.
Станок по желанию заказчика комплектуется моторизированной рукой Renishaw HPMA позволяющей выполнять привязку инструмента в ручном и автоматическом режимах, а также контролировать износ и поломку инструмента.
Технические характеристики токарного обрабатывающего центра RAIS Т252 2S
| Характеристика | Т252 2S | |
|---|---|---|
| Максимальный диаметр обработки | Ø 210 mm (8-поз. голова) Ø 200 mm (12 VDI голова) | |
| перемещение по оси Х1 (правая голова) | 170 + 15 mm | |
| перемещение по оси Х2 (левая голова) | 170 + 15 mm | |
| перемещение по оси Z1 | 280 мм | |
| перемещение по оси Z2 | 780 мм | |
| Угол наклона станины | 45 | |
| Высота оси шпинделя (от пола) | 1020 mm | |
| Шпиндель: | 1й Шпиндель | 2й Шпиндель |
| конус шпинделя | А2-5 (опция: A2-6) | А2-5 (опция: A2-6) |
| диаметр отверстия в шпинделе | Ø 51 mm (Ø 65 mm) | Ø 51 mm (Ø 65 mm) |
| Максимальный диаметр обрабатываемого прутка | Ø 42 mm (Ø 51 mm) | Ø 42 mm (Ø 51 mm) |
| Максимальная скорость вращения шпинделя | 6000 (4500)rpm | 6000(4500) rpm |
| диаметр патрона | Ø 169 (210)mm | Ø 169 (210)mm |
| Двигатель шпинделя (непрерывно/30 min) | Fanuc iP 15/6000 11 / 15 kW | Fanuc iP 12/6000 11 / 15 kW |
| Зажим патрона | Гидравлический | |
| Передний подшипник шпинделя (внутренний диаметр) | Ø 80 mm | |
| Задний подшипник шпинделя (внутренний диаметр) | Ø 70 mm | |
| Оси: | ||
| быстрые перемещения по X/Z | 12 / 20 m/min | |
| серво двигатели по X & Z | Fanuc iS 12/3000, 11 Nm | |
| Тип направляющих | Линейные направляющие - размер 30(X1); 30(X2); 32(Z1); 40(Z2); | |
| Револьверная голова: | ||
| количество | 2 | |
| диаметр | 160 мм | |
| инструментальный диск | 8,10,12 неподвижных призматических (Опция: 12 VDI3425/30) | |
| количество инструментов | 8 / 12 шт. | |
| размер сечения резца | 25 х 25 mm | |
| максимальный диаметр осевого инструмента | Ø 32 mm | |
| двигатель револьверной головы | Fanuc / Mitsubishi 0.55 kW | |
| ход инструмента за центр шпинделя | 15 mm | |
| Общие: | ||
| ЧПУ | FANUC 0i-TD | |
| Система смазки | Automatic | |
| Объем бака СОЖ | 220 л | |
| Габаритные размеры (приблизительно) | 1622 x 3316 x 1911 mm | |
| Вес RAIS Т252 2S Т252 2S (приблизительно) | 4700 kg | |
Стандартная комплектация
- ЧПУ Fanuc 0i-TD
- Две панели управления
- Manual guide 0i
- Динамический дисплей управления
- Ножная педаль управления зажимом патрона
- Автоматическая система смазки
- Система охлаждения
- Сквозной гидравлический патрон
- Набор твердых кулачков
- Набор мягких кулачков
- Освещение рабочей зоны
- 2 x шпинделя A2-5, 6000 rpm
- 2 x 8-позиционных револьверных головы
- Стружечный конвейер